![]()
��ԃ�ᾀ��
0510-86884274
![]()
��ԃ�ᾀ��
0510-86884274

(li��n)ϵ�ˣ�������
�֙C(j��)��15161596833
�]�䣺1083775186@qq.com
�W(w��ng)ַ��m.39bbk.com
��ַ���o�a�л�ɽ�^(q��)�L���(zh��n)����·590̖
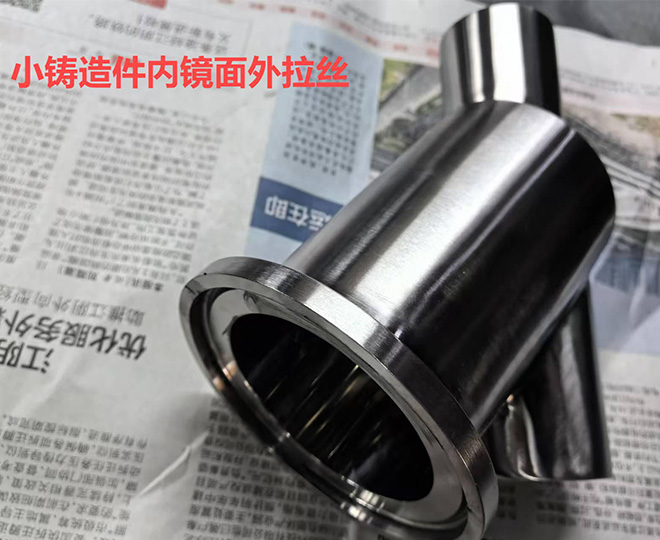
������ָ���ÙC(j��)е�����W(xu��)��늻��W(xu��)�����ã�ʹ��������ֲڶȽ��ͣ��ԫ@�ù�����ƽ������ļӹ����������������Ԓ���ߺ�ĥ���w��������������|(zh��)�����������M(j��n)�е���ӹ���
���ⲻ����߹����ijߴ羫�Ȼ���Π�ȣ������Եõ��⻬������R���ɞ�Ŀ�ģ��ЕrҲ����������ɣ����⣩��ͨ���Ԓ���݆���钁��ߡ�����݆һ���ö��ӷ�����ë�ֻ�Ƥ��B�ƶ��ɣ��ɂ�(c��)�ý��وA��A�o����݆��Ϳ������ĥ�Ϻ���֬�Ⱦ����϶��ɵĒ��℩��
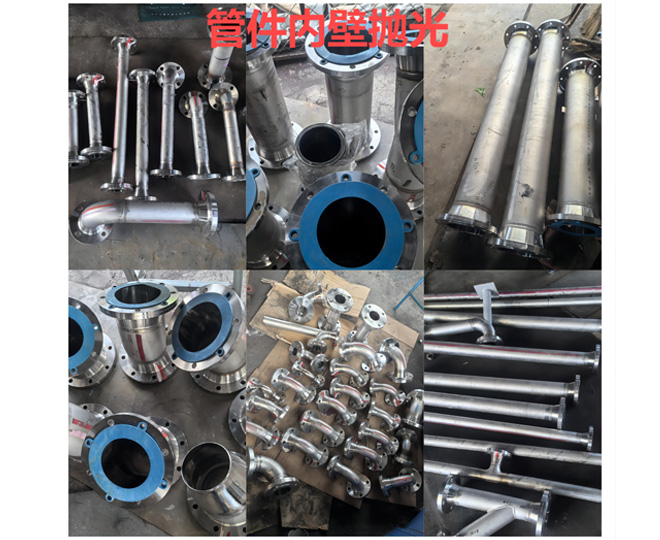
����r���������D(zhu��n)�Ē���݆���A���ٶ���20��/�����ϣ�������ʹĥ�ό���������a(ch��n)���L�������������Ķ��@�ù����ļӹ����棬����ֲڶ�һ����_(d��)Ra0.63��0.01��;��(d��ng)���÷���֬�Ե����⒁�℩�r���Ɍ��������������Ը������^�� ���������a(ch��n)�S�����r�������ÝLͲ����ķ�����
�֒��r���������ʯ�Һ�ĥ�Ϸ��ڃAб�Ĺޠ�LͲ�У��LͲ�D(zhu��n)�ӕr��ʹ����cĥ�ϵ���Ͳ��(n��i)�S�C(j��)�؝L����ײ���_(d��)��ȥ�������h���pС����ֲڶȵ�Ŀ�ģ���ȥ��0.01�������ҵ�������
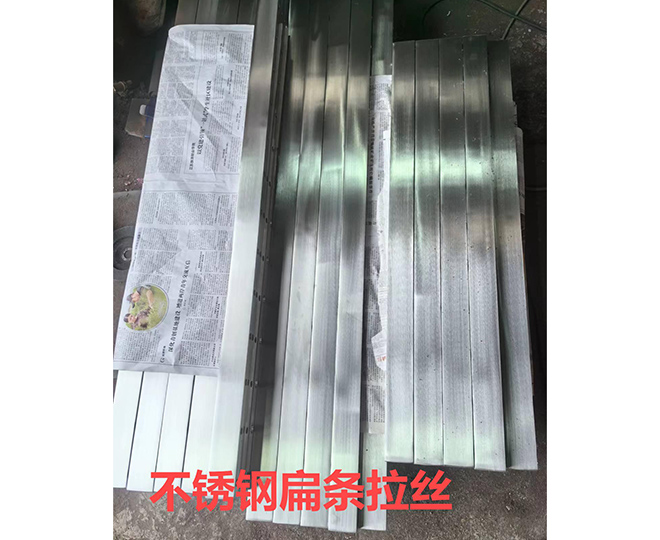
���ò��|(zh��)��(x��)��(j��ng)Ó֬̎����ľ�Ļ����Ƶļ�(x��)ë���Ƴɣ����\(y��n)��܉�E�������ܵľW(w��ng)������ı���ֲڶȲ�����Ra0.01�ף��ڷŴ�40�����@�R���^�첻���κα���ȱ�ݡ�����߀��늽⒁��ȷ�����
 �䰸̖���KICP��18045434̖
�䰸̖���KICP��18045434̖